Products
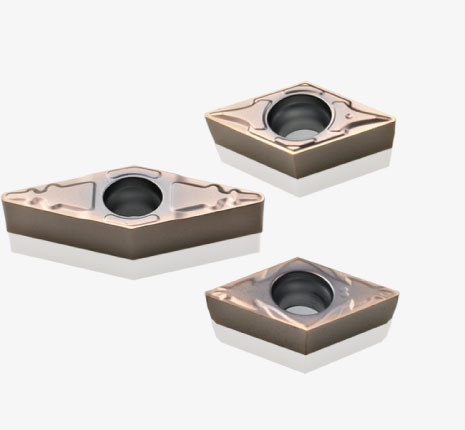
Insert N-IT series
NANOLOY ISO TURNING INSERT
N-IT series
Highest powder technology & suitable shape for aerospace
and automobile part machining
→ long tool life in heat-resistant alloy, stainless steel
machining
TURNING INSERT FOR S, M MATERIAL GROUP
- 1. Excellent hardness and wear resistance
→ ultrafine carbide applied - 2. Design for considered S, M material features
(Build up edge, less burring, edge wear improved) - 3. Various shapes → from finishing to roughing
PRODUCT FEATURES(NEGATIVE)
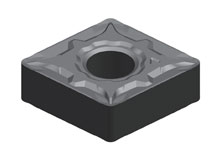
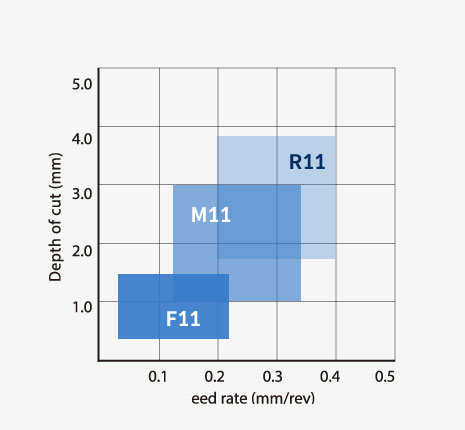
ISO TURNING double sided insert Chip Breaker "F11, M11, R11"
→ Various shapes optimized in S, M material group are offering excellent performance from finishing to roughing.
| Chip Breaker | Chip Breaker Design | Features | |
|---|---|---|---|
| F11 (Finishing) |
 |
 |
- Optimized in S, M materials finishing - Preventing sharp edge adhesion - Enhanced chip flow - Rake angle applied in side cutting edge (→ Minimize cutting forces and generated heat) |
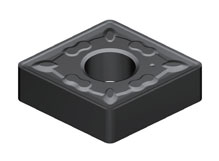
| M11 (Medium) |
 |
 |
- Optimized in S, M materials - Preventing sharp edge adhesion - Strong cutting edge - inhibit boundary damage - Widened chip pocket (→ Stable chip flow) |
| R11 (Roughing) |
 |
 |
- Optimized in S, M materials roughing - Excellent cutting edge strength - Inclined design for deeper depth cutting (→ Great for deep depth of cut, high feed cutting) |
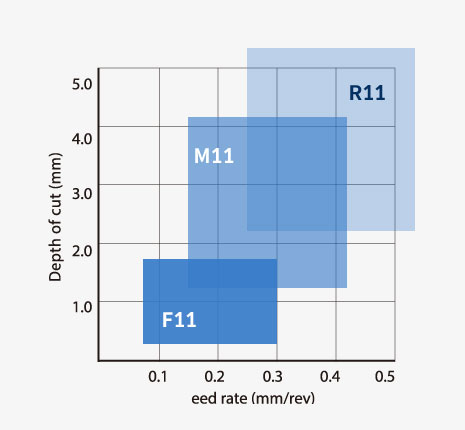
APPLICATION AREA
PRODUCT FEATURES(POSITIVE)
ISO TURNING one side insert Chip Breaker "F11, M11, R11"
→ Various shapes optimized in S, M material group are offering excellent quality machining from finishing to roughing.
| Chip Breaker | Chip Breaker Design | Features | |
|---|---|---|---|
| F11 (Finishing) |
 |
 |
- Optimized in S, M materials finishing - Preventing sharp edge adhesion - Enhanced chip flow |
| M11 (Medium) |
 |
 |
- Optimized in S, M materials finishing - Preventing sharp edge adhesion - Shape for stable chip curl formation - Unique chip pocket (→ Stable chip evacuation when I.D./O.D.machining) |
| R11 (Roughing) |
 |
 |
- Optimized in S, M materials roughing - Excellent cutting edge strength - Inclined design for roughing (→ Great for deep depth of cut, high feed cutting) |
APPLICATION AREA
APPLICATION (INTERNAL / EXTERNAL TEST)
INTERNAL TEST (INCONEL)
O.D. machining (Inconel)
- Workpiece : Inconel718
- Cutting conditions : vc=60m/min fn=0.15mm/rev ap=1.5mm wet
- Item : CNMG120408-F11/ TS3025
INTERNAL TEST (STAINLESS STEEL)
O.D./Facing complex (Stainless steel)
- Workpiece : SUS304
- Cutting conditions : vc=120m/min, fn=0.20mm/rev, ap=2.0mm wet
- Item : CNMG120408-M11/ TS3025
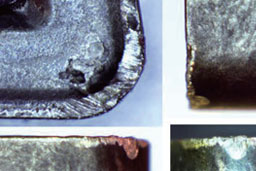
EXTERNAL TEST (AUTOMOBILE / TURBO CHARGER)
Turbo charger turbine housing
- Workpiece : High Si-Mo Nickel alloy (Ni15~25%)
- Cutting conditions : vc=126m/min, fn=0.2mm/rev, ap=0.8mm wet
- Machining type : O.D. and facing (I.D.)
- Item : WNMG080408-R11/ TS3025 (I.D. DCMT)
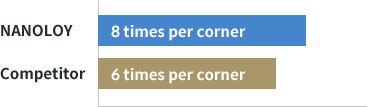
- TEST Results -
| NANOLOY | Competitor | |
|---|---|---|
| Comparision of wear resistance |
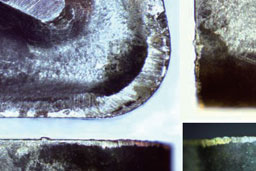 |
 |
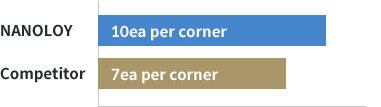
| Tool life |  |
|
| Results | 180% Tool life increase | |
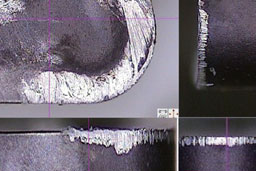
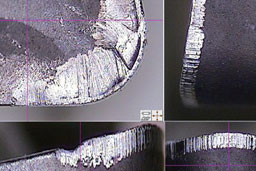
Turbo charger part (Flap)
- Workpiece : Stainless (Ni 25%)
- Cutting conditions : vc=90m/min, fn=0.23mm/rev, ap=0.5mm wet
- Machining type : O.D. (Intermittent)
- Item : CNMG120404-F11/ TS3025

- TEST Results -
| NANOLOY | Competitor | |
|---|---|---|
| Comparision of wear resistance |
 |
 |
| Tool life |  |
|
| Results | 170% Tool life increase | |
TEL : +82-43-217-6390 FAX : +82-43-218-6391
Sales(초경영업) TEL : 070-4185-9461 / COPYRIGHT © NANOTECH. ALL RIGHTS RESERVED.